
|
Наименование калибра |
D |
D2 |
D1 max |
||||||||
|
max |
min |
max |
min |
износ |
|||||||
|
Пробка ПР |
d+EI+Zpl+Tpl |
d+EI+Zpl-Tpl |
D2+EI+Zpl+Tpl/2 |
D2+EI+Zpl-Tpl/2 |
D2+EI+Zpl-Wgo |
D1+EI |
|||||
|
Пробка НЕ |
D2+EI+TD2+2F1+1,5Tpl |
D2+EI+TD2+2F1-Tpl/2 |
D2+EI+TD2+Tpl |
D2+EI+TD2 |
D2+EI+TD2+Tpl/2-Wng |
d3 |
|||||
|
Наименование калибра |
d min |
d2 |
d1 |
||||||||
|
min |
max |
min |
max |
||||||||
|
Кольцо ПР |
d+es+Tpl |
d2+es-Zr-Tr/2 |
d2+es-Zr+Tr/2 |
D1+es-Tr/2 |
D1+es+Tr/2 |
||||||
|
Кольцо НЕ |
d+es+Tpl |
d2+es-Td2-Tr |
d2+es-Td2 |
d2+es-Td2-2F1-1,5Tr |
d2+es-Td2-2F1+Tr/2 |
||||||
|
Наименование калибра |
D |
D2 |
D1 max |
||||||||
|
max |
min |
max |
min |
||||||||
|
Пробка контрольная КИ |
d2+es-Zr+Wgo+2F1+Tpl/2 |
d2+es-Zr+Wgo+2F1-Tpl/2 |
d2+es-Zr+Wgo+Tcp/2 |
d2+es-Zr+Wgo-Tcp/2 |
d1+es-Tr/2 |
||||||
|
Пробка контрольная КПР-ПР |
d+es+Tpl |
d+es-Tpl |
d2+es-Zr-m+Tcp/2 |
d2+es-Zr-m-Tcp/2 |
d1+es-Zr-m |
||||||
|
Пробка контрольная КПР-НЕ |
d2+es-Zr+Tr/2+2F1+Tpl/2 |
d2+es-Zr+Tr/2+2F1-Tpl/2 |
d2+es-Zr+Tr/2+Tcp/2 |
d2+es-Zr+Tr/2-Tcp/2 |
d1+es-Tr/2 |
||||||
|
Пробка контрольная КИ-НЕ |
d+es-Td2-Tr/2+Wng+Tpl |
d+es-Td2-Tr/2+Wng-Tpl |
d2+es-Td2-Tr/2+Wng+Tcp/2 |
d2+es-Td2-Tr/2+Wng-Tcp/2 |
d1+es-Td2 |
||||||
|
Пробка контрольная КНЕ-ПР |
d+es+Tpl |
d+es-Tpl |
d2+es-Td2-Tr/2-m+Tcp/2 |
d2+es-Td2-Tr/2-m-Tcp/2 |
d1+es-Td2-Tr/2-m |
||||||
|
Пробка контрольная КНЕ-НЕ |
d+es-Td2+Tpl |
d+es-Td2-Tpl |
d2+es-Td2+Tcp/2 |
d2+es-Td2-Tcp/2 |
d1+es-Td2 |
||||||
Схема расположения полей допусков среднего диаметра калибров для контроля наружной резьбы.
Допуски на калибры приведены в масштабе для диапазона допусков на изделие свыше 125 до 200мкм.
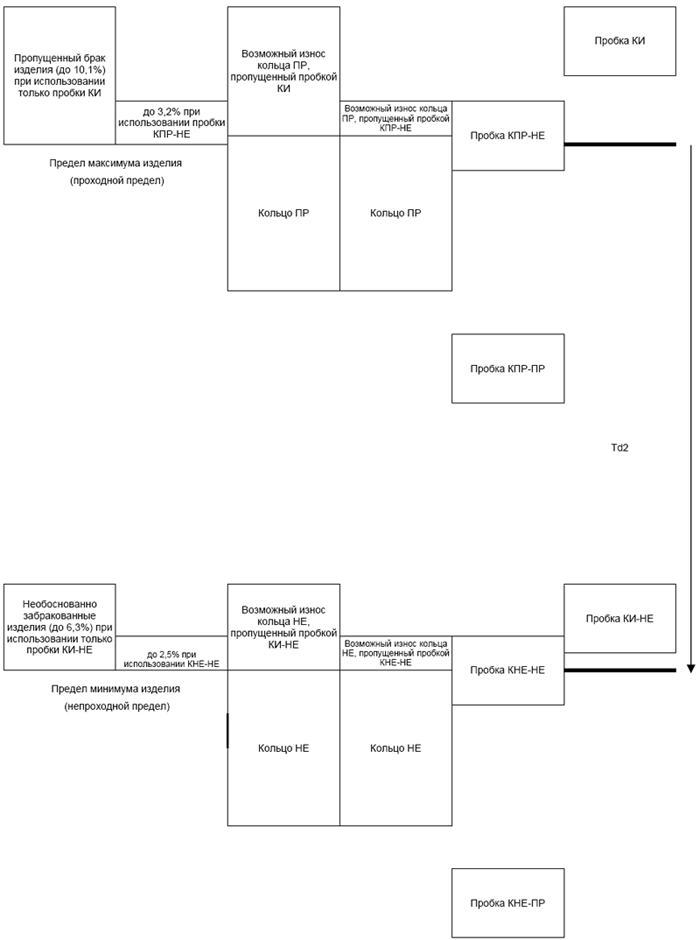
По данной схеме можно видеть, что при применении для контроля кольца ПР пробки КПР-НЕ теоретически максимальное значение пропущенного брака снижается до 3,2% против 10,1% при применении только пробки КИ.
Также при применении для контроля колец НЕ пробки КНЕ-НЕ теоретически максимальное значение необоснованно забракованных изделий снижается до 2,5% против 6,3% при применении только пробки КИ-НЕ.
Далее дается шаблон для расчета исполнительных размеров калибров для метрической резьбы в сочетании нестандартных номинальных диаметров с нестандартными шагами и допусками. Указаны допуска, отсутствующие в ГОСТ 18465, 18466 плюс для возможности проверки два допуска, присутствующие в ГОСТ 18465, 18466.
К примеру необходимо расcчитать пробки рабочие для резьбы М71,5х0,75 6Е
1. Выбираем диапазон, к которому относится искомая резьба (это свыше 45 до 90мм)
2. Выбираем шаг
3. Выбираем допуск
4. Числовые значения из полученной строчки (выделено цветом) прибавляем к номинальному диаметру (71,5) с учетом знака
С кольцами и пробками контрольными аналогично
 |
|
 |
